
[첨단 헬로티]
나카무라 미유키(中村 倖), 쿠니에다 마사노리(國枝 正典) 東京대학
1. 서론
전해가공이란 전기분해 작용을 전도성 공작물 상의 원하는 장소에 집중시켜 목적 형상을 얻는 가공법이다. 방전가공과는 달리 열적 가공이 아니기 때문에 가공 변질층이 없고 공구 전극 소모도 없다는 특징이 있다.
한편, 양극에서 용해한 공작물 이온이 슬러지로서 침전하거나, 음극 표면에서는 물이 전해되어 수소 기포가 발생하거나 한다. 이와 같은 전해 생성물은 전해액의 도전율을 저하시켜 가공을 방해하므로 일반적인 전해가공으로는 전해액을 고속으로 분류함으로써 생성물을 플러싱하고 있다.
그러나 전해액 흐름은 기포 분포의 편차를 초래해 가공 정도를 저하시키는 외에 갭 내의 전해액 흐름장을 균일하게 하기 위한 트라이 앤드 에러도 필요하다.
이들 전해액 분류가 초래하는 문제 때문에 전해가공의 가공면 성상이 우수함에도 불구하고 금형가공에 대한 적용이 곤란하다. 따라서 정지액 중에서 가공할 수 있는 것이 이상적인데, 이를 위해서는 기포나 슬러지를 분류 없이 플러싱해야 한다.
전해액 분류 이외에 플러싱 방법으로서 일반적으로 이용되는 것은 전극 점프이다. 이것은 갭을 넓힘으로써 전해액을 교반해 플러싱하는 것이다. 그러나 대면적 가공이 되면 발생하는 슬러지나 기포의 양은 증대하고, 점프만으로는 플러싱 기능이 부족하다.
그래서 이번 연구에서는 갭을 줄이는 스탬프 플러싱법을 개발, 이것을 이용해 정지액 중 전해가공을 실현하는 것을 목표로 한다.
2. 스탬프 플러싱법에 의한 정지액 중 전해가공
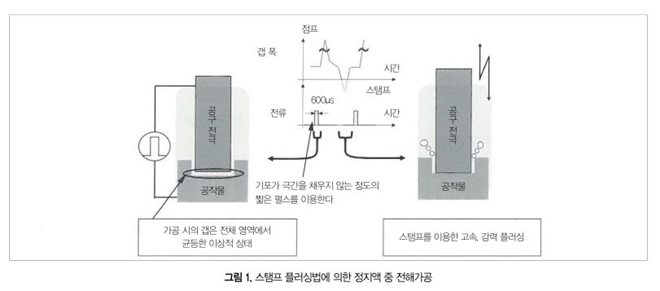
점프는 갭을 넓혀 플러싱을 하는 것에 대해, 스탬프는 갭을 줄인다(경우에 따라서는 0으로 한다). 이것에 의해 기포나 슬러지는 극간에서 강제적으로 배출되는 외에 극간이 줄어들 때에 발생하는 고속 방사상 흐름장에 의해 공작물 표면의 슬러지를 떼어 배출하는 효과도 기대할 수 있다.
전극 점프는 종종 mm 오더의 변위를 필요로 하는데, 스탬프는 기껏해야 갭 길이 정도, 즉 수십 μm의 변위로 플러싱을 할 수 있기 때문에 플러싱 시간의 단축도 가능하다.
그림 1에 나타냈듯이 정지액 중에서 갭을 기포가 채우지 않는 정도의 충분히 짧은 펄스의 인가, 스탬프나 점프에 의한 플러싱을 반복함으로써 분류를 이용하지 않고 가공하는 것이 가능하다.
3. 스탬프의 플러싱 효과
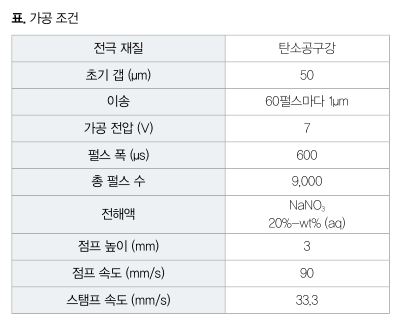
스탬프 플러싱법의 효과를 확인하기 위해 펄스마다 하는 플러싱으로서 점프와 스탬프를 병용한 것, 점프, 스탬프 각각만을 이용한 것, 플러싱을 하지 않은 것 등의 합계 4가지 가공 조건에서 공구 전극에 직경 5mm 원주, 공작물에 직경 11mm 원주를 이용해 형조가공을 했다.
표에 나타낸 가공 조건은 가공이 안정되게 진행한 경우, 갭 길이가 항상 50μm 정도가 되도록 실험적으로 조정한 것이다. 스탬프에서는 모터에 갭을 100μm 줄이게 하는 지령값을 부여한다. 실제로는 스탬프 중에 전극이 접촉해 갭이 제로가 된 후, 기계계가 탄성적으로 휘어지고 있는 것으로 생각된다. 또한 스탬프 속도는 스탬프 동작의 최고 속도인 것으로 한다.
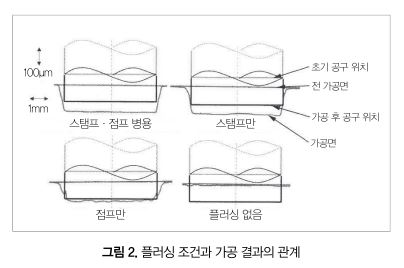
그림 2에 각 가공 조건에서 전 가공면과 가공면을 형상측정기로 측정한 결과를 나타냈다. 점프와 스탬프를 병용함으로써 높은 플러싱성이 발휘되고, 평면도 5μm 정도로 우수한 정도를 얻었다.
또한 스탬프만을 이용한 경우는 정도는 약간 저하하지만 가공 자체는 진행하고 있으며, 형조가을 진행시킬 수 있는 정도의 플러싱성을 발휘할 수 있다.
한편 스탬프를 이용하지 않고 점프만을 이용한 경우는 가공량․정도가 급격하게 저하, 어느 것도 이용하지 않으면 거의 가공할 수 없다. 이상으로부터 스탬프의 높은 플러싱 효과를 나타낼 수 있다.
4. 응용가공 예
정지액 중 전해가공은 공구 전극에 분류구를 필요로 하지 않기 때문에 보통의 형조 전해가공으로는 곤란한 전극 측면과 바닥면을 동시에 이용한 코너 가공이 가능하다.
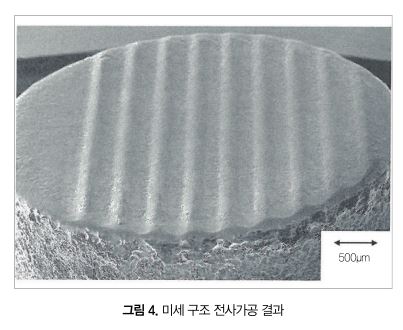
2차원적인 장방형 슬롯 형상의 2군데 코너에 대해, 교대로 펄스 인가와 스탬프에 의한 플러싱을 반복함으로써 양호한 진직도를 갖는 코너 가공을 달성했다. 가공 결과를 그림 3에 나타냈다. 또한 전극 끝단면 전체에 미세 구조를 가진 공구 전극을 이용하는 전사가공도 가능하다. 가공 결과를 그림 4에 나타냈다.
5. 맺음말
갭을 넓히는 기존의 점프 플러싱법에 대해, 갭을 줄이게 하는 스탬프 플러싱법을 개발했다. 이 방법은 점프에 비해 고속이고, 또한 강력한 플러싱 능력을 가지고 있다. 스탬프 플러싱법을 이용해 정지액 중 전해가공을 해 코너 가공과 미세 구조의 전사가공을 실현했다.


































