
[첨단 헬로티]
오츠카 마사히코 (大塚 正彦) 오츠카기술사사무소
적용 사례
제1회에서 설명했는데, 환경문제 대책, 제품의 경량․소형화, 저가격화 등의 고객 요구에 대응하기 위해 금속 부품의 수지화 가속이 반드시 필요하다. 금속 부품의 수지화에는 단순히 형상, 재료의 전환만으로는 기계적 강도, 내열성 등을 만족할 수 없다는 것은 제2회의 수지화 설계의 포인트에서 설명했다.
그러나 현재 여전히 엄격한 요구 사양을 만족시키기 위해 고가의 수지 재료 선정, 후육 설계 검토, 성형법 선정을 해서 다소의 오버 스펙이라도 마진으로 파악해 수지화를 추진하고 있다고 생각한다. 한편 요구 사양의 수정에 의해 실용 상 문제가 없는 범위에서 금속 부품의 수지화가 가능하고, 금속 부품의 수지화 검토․실용화가 급속하게 진행되고 있다.
이와 같은 상황 하에 자동차․자동차 부품, 정보기기 메이커 등 여러 업계에서 수지화를 적극적으로 추진하고 있다. 여기서는 자동차 부품, 광학기기, 정보기기, 치공구의 적용 사례에 대해 소개한다.
1. 자동차 부품 (좌석 시트)
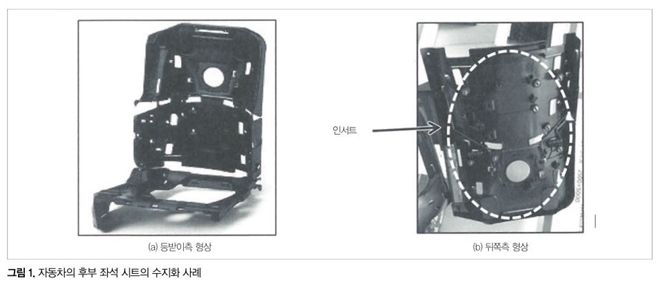
좌석 시트의 수지화 사례에 대해 설명한다. 이 부품의 특징은 스틸제와 비교해 약 50% 정도의 중량 경감을 실현하고 있는 것이다. 사용 수지는 카본섬유(CF) 열가소성 복합재이다. 이 부품은 렉서스 LS500의 후부 좌석(VIP 시트)에 채용되고 있으며, 그림 1 (a)에 후부 좌석 시트의 등받이측 형상, 그림 1 (b)에 뒤쪽측 형상을 나타냈다.
2. 광학기기
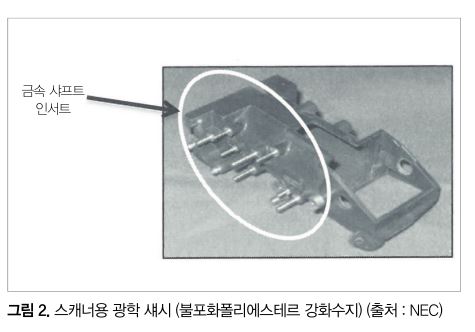
스캐너용 광학 섀시를 그림 2에 나타냈다. 이 부품의 특징은 기존 알루미늄 부품에서 확보하고 있던 판독 데이터의 고정도화를 담보하는 동심도, 원통도, 치수 정도를 수지의 사용, 금속 샤프트의 고정도 인서트 성형으로 실현, 생산성도 향상시킨 것이다. 사용 수지는 열경화성수지인 불포화폴리에스테르 강화수지의 수축률을 거의 제로로 개선한 재료이다. 성형에는 트랜스퍼 성형을 이용한 사례이다.
3. 정보기기
정보기기라고 해도 OA 기기, 휴대형 단말 등 다양한 제품이 있는데, 여기서는 정보기기의 중요한 구성 부품의 실용화 사례를 소개한다. 금속 부품을 수지화할 때, 기본적으로는 주로 CF, 유리섬유(GF), 질화알루미늄, 탤크 등을 베이스 수지에 첨가해 고강도, 고내열, 치수 정도 등 금속이 갖는 양호한 특성을 대체할 수 있는 복합수지를 제작해 부품에 적용하는 경우가 많다.
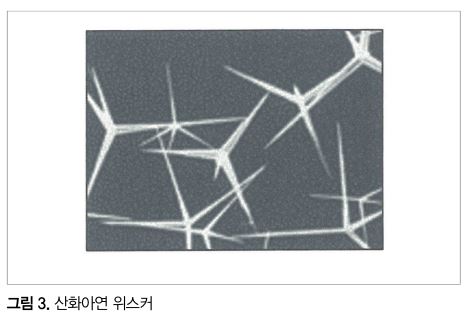
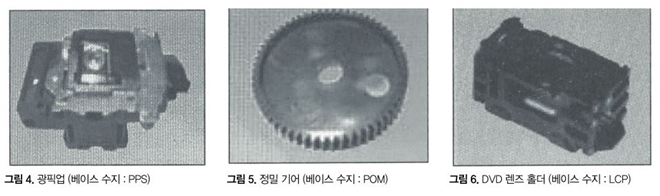
부품의 적은 휨, 수축의 이방성 완화를 창출하는 첨가물로서 산화아연 위스커가 있다. 결정 구조를 그림 3에 나타냈다. 산화아연 위스커를 PPS, LCP 등의 수지에 첨가해 사용함으로써 그림 4의 광픽업, 그림 5의 정밀 기어, 그림 6의 DVD 렌즈 홀더의 제작을 가능하게 했다.
산화아연 위스커 등을 첨가한 강화수지는 주로 저수축률, 고유동성, 산화아연 위스커의 테트라 구조에 의한 성형품의 이방성 완화 효과로 평면도, 진원도, 적은 휨의 특징, 성질을 가지고 있다. 그렇기 때문에 높은 치수 정도, 적은 휨, 접동성 등의 요구가 엄격한 부품에 적용이 추진되고 있다.
4. 치공구
여기서는 제조에 반드시 필요한 금형의 사례에 대해 소개한다. 현재 고객 요구의 다양화와 함께 극소량의 생산 대응용 금형의 요구가 높아지고 있다. 보통 극소량의 성형인 경우에도 캐비티, 코어의 파손, 치수 정도 불량을 고려해 마진을 크게 설정해 강재를 사용하는 경우가 많다.
최근에는 3D프린터에서 양산 시에 사용하는 재료와 거의 동일한 물성을 갖는 부품의 극소량 생산이 가능하다. 그러나 판매촉진용 샘플, 성능평가용 엔지니어링 샘플 혹은 최종 부품으로서 100개 정도의 생산 수가 필요한 때, 3D프린터를 사용하던가 수지제의 캐비티, 코어의 금형을 사용하던가, Q(품질)․C(코스트)․D(리드타임)을 검토할 필요가 있다.
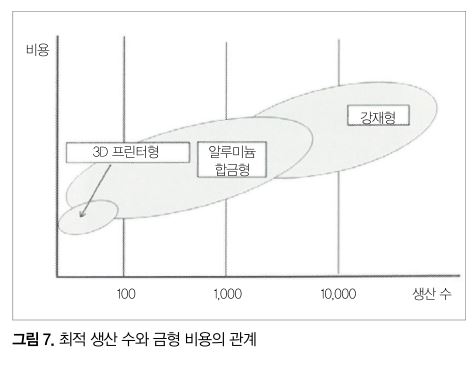
이와 같은 조건 하에서 최적 생산 수와 금형 비용 사이에는 거의 그림 7에 나타낸 관계가 있으며, 요구 생산 수에 적합한 캐비티, 코어 재질의 선정이 가능하다. 기존에는 캐비티, 코어 모두를 금속으로 하는 편이 금형 품질, 코스트 퍼포먼스의 점에서 우수하다고 이해하고 있었는데, 금형 가격의 감가상각비, 부품 단가를 고려하면 캐비티, 코어 모두를 금속으로 하는 필연성이 없으며 수지에 의한 대체가 가능하다.
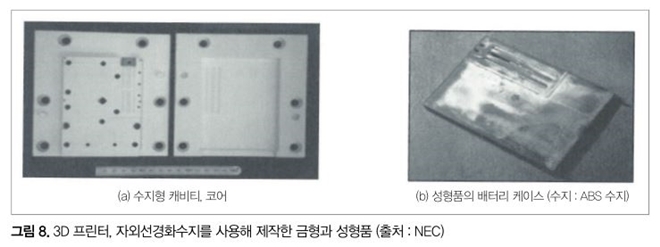
3D 프린터, 자외선경화수지를 사용해 제작한 캐비티, 코어를 그림 8 (a)에 나타냈다. 또한 이 캐비티, 코어를 사용해 성형한 배터리 케이스를 그림 8 (b)에 나타냈다.
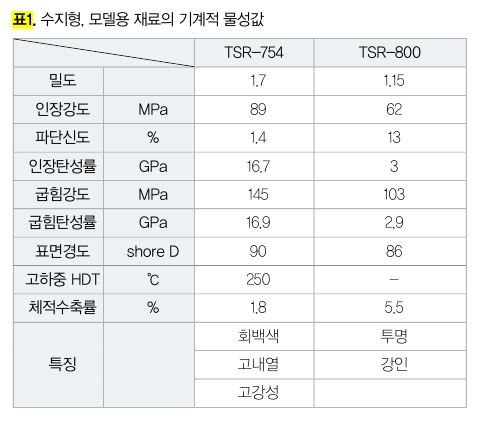
캐비티, 코어에 사용한 자외선경화수지(TSR-754)의 기계적 물성 및 모델용 수지의 기계적 물성값(TSR-800)을 표 1에 나타냈다. 수지형용 수지는 모델용 수지와 비교해 명확하게 인장탄성률, 굽힘강도, 굽힘탄성률이 크고, 극소량 생산용 캐비티, 코어에 적합한 것을 확인할 수 있다. 이 사례에서는 생산 수 200개의 요구에 대해, 코스트 다운 효과는 양산 금형(강재) 대비 40% 절감, 리드타임은 양산 금형(강재) 대비 30% 단축을 실현했다.
앞으로의 동향
1. 수지 재료
금속 부품의 대체 수지, 특히 자동차 부품 등의 대형․중형 부품용에는 장섬유강화수지(LFT)가 이용되는 경우가 많다. 특히 유리크로스, 탄소섬유와 같은 섬유상 보강재에 경화제 등의 첨가물을 혼합한 불포화폴리에스테르 등의 열경화성수지를 함침시켜 가열 또는 건조하면 반경화 상태의 재료가 된다.
이 재료의 성형 방법은 적층 성형, 프레스 성형 등이 되기 때문에 코스트가 높고 세부 형상의 성형이 곤란한 점 등 부품 형상에 제한이 있은데, 대형․중형 부품의 경우는 형상도 비교적 단순하기 때문에 거의 문제없다.
그러나 정보기기 부품과 같은 소형 경량, 고강성, 고정도, 또한 저가격, 고생산성이 필요한 부품은 사출성형으로 제작하는 것을 가정하는데, LFT의 경우 성형기 내의 스크류 회전에 의해 장섬유가 파단되기 때문에 장섬유 함유 수지의 전용 성형기가 필요해지는 경우도 있어 코스트 퍼포먼스는 나쁘다.
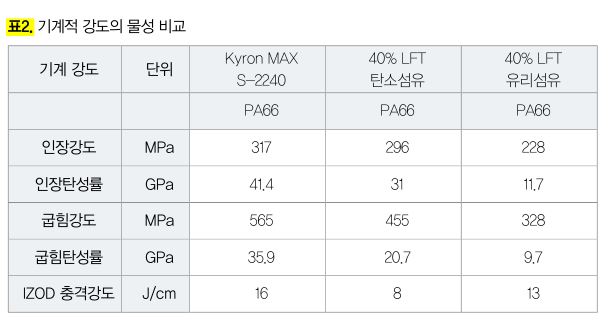
이러한 가운데 단섬유강화수지로 장섬유탄소강화 열가소성수지, 장섬유유리강화 열가소성수지보다 기계적 물성이 높은 열가소성수지의 한 예로서 Kyron MAXTM 수지가 있다. 이 수지는 사출성형에 의해 복잡 형상 부품의 성형이 가능하고, 양산화에 의한 성형품의 코스트 다운이 가능하다.

샘플을 그림 9에 나타냈다. 장섬유탄소강화 열가소성수지, 장섬유유리강화 열가소성수지 및 Kyron MAX(단섬유)의 기계적 강도의 물성 비교를 표 2에 나타냈다. Kyron MAX는 기계적 물성에 우위성이 있는 것을 확인할 수 있다.
2. 금속 부품의 부분 수지화
금속 부품 모두를 수지화하는 것이 이상적이지만, 수지로는 기계특성, 내열성, 도전성 등을 클리어할 수 없는 경우, 수지와 금속의 병용도 필요하다. 기존의 볼트, 접착제에 의한 고정법 이외에 NMT, TRI 등의 접합 방법에 의해 부분적으로 수지화하는 방법이 추진되고 있다. 부품에 요구되는 사양을 충분히 검토한 후에 금속을 모두 수지화할지, 부품적으로 수지화할지를 유연하게 검토하는 것도 중요하다. 한 예로서 알루미늄과 수지를 접합해 크랭크를 경량화(28%)한 사례를 그림 10에 나타냈다.

이상 제1회부터 제4회까지 ‘금속 부품의 수지화’에 대해 공정마다 요점을 설명해 왔는데, 부품의 요구 사양, 요구를 기초해 금속을 대체할 수 있는 수지 재료의 선정, 부품 설계, 금형 설계, 성형법 선정, 신뢰성 평가 방법 등을 신중하게 검토한 후, 시험 평가, 실용화를 추진할 필요가 있다. 이와 함께 Q, C, D를 고려한 후에 금속 부품 전체를 수지로 대체할지, 일부를 수지로 대체할지를 결정하는 것도 중요하다.
수지화를 가속시키기 위해서는 금속 부품의 수지화에 관련된 수지 재료, 부품 설계, 금형, 성형의 각 요소 기술에 대해, 항상 최신 동향의 조사, 검증을 할 필요가 있다.


































