
[첨단 헬로티]
이토우 타카히코 (伊藤 貴彦), 마스다 타케미츠 (益田 武光), 타나카 요시노리 (田中 美德), 마스자와 시게토시 (增澤 重敏) 日産자동차(주)
1. 서론
동사에서는 ‘기술의 닛산이 인생을 즐겁게 한다’를 내걸고, 인텔리전트 모빌리티라는 대응을 통해 자동차를 단순한 이동 도구에서 유저를 설레게 하는 존재로 진화시키는 활동을 하고 있다.
또한 가슴이 설레는 매력적인 자동차에서 참신한 디자인은 중요한 팩터이며, 세부에 이르기까지 자유롭고 대담한 조형 디자인을 실현하기 위해 프레스 금형의 표면 품질과 기계가공 정도 향상에 대한 요구가 높아지고 있다.
이 글에서는 프레스 금형의 패딩 용접 수정의 기계가공 시간을 대폭으로 단축하면서 가공 품질을 비약적으로 개선한 사례를 소개한다.
2. 프레스 금형 수정가공의 현 과제
난성형 부품의 프레스 금형 제작에서는 요구되는 패널 품질을 만족시키기 위해 여러 번에 이르는 패딩 용접 후의 수정가공이 발생한다.
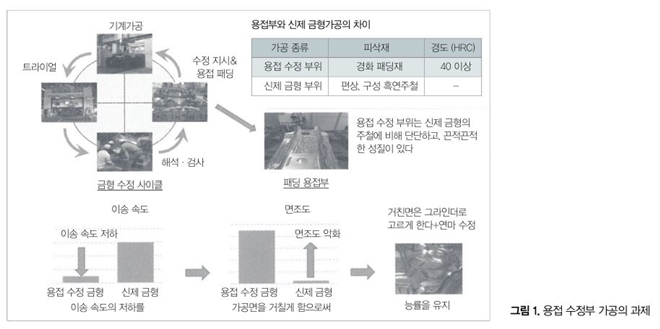
수정가공의 문제는 재료 경도가 40HRC로 단단하고 인성도 높아 이송 속도와 가공 피치를 새로 제작한 금형가공과 동일하게 하는 것이 어렵기 때문에 가공현장에서는 기계가공의 생산성을 저하시키지 않도록 이송 속도를 떨어트리는 만큼, 가공 피치를 넓힘으로써 대처해 왔다(그림 1). 그러나 동 가공에서는 가공면이 거칠어지기 때문에 손다듬질 수정에 의한 금형 수정 리드타임 증가가 과제였다.
이번 대응에서는 생산성을 새로운 금형 제작 정도로 하고, 수정가공 후의 손다듬질 수정이 필요 없는 것을 목표로 공구 파손의 요인을 밝힘으로써 파손이 일어나지 않고 또한 효율적인 절삭 조건을 찾아내는 것이 대응했다.
3. 패딩 용접가공의 공구 파손 요인
공구 파손의 요인을 밝히기 위해 기존의 절삭 조건에 의해 패딩 용접부를 가공, 파손이 일어나고 있고 상태를 하이스피드 카메라로 가시화하는 실험을 했다. 파손을 가시화한 결과, 기존 조건에 의한 가공에서는 날끝의 마모에서 파손에 이르는 케이스는 거의 없었다.
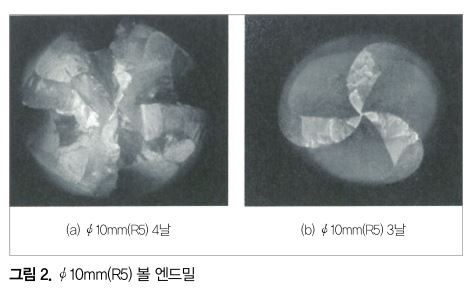
실제로는 절삭에 의한 강제 진동에서 자려 진동이 시작되어 날끝의 일부가 결손되고, 그 후 자려 진동이 크게 증대해 파손에 이르는 케이스는 거의 없었다. 더구나 비교를 위해 소경공구에 대해서도 조건을 S 6,000회전, F 4,160mm/min 이송, 피치 0.5mm, 절입 0.3mm로 실험을 했는데, 공구 강성이 낮아질수록 강제 진동이 일어나기 쉽고 강제 진동의 발생과 함께 날끝의 결손이 발생, 그 후 즉시 파손에 이르고 있었다(그림 2).
지금까지의 하이스피드 카메라에 의한 가시화 결과로부터 최초의 절삭에서 절삭날이 워크에 식입, 강제 진동이 시작되고 자려 진동으로 발전함으로써 진동이 증대하고 절삭값이 불안정해져 날끝 이외의 부위가 워크에 접촉하기 시작해 공구 파손에 이른다는 것을 알 수 있었다.
4. 공구 진동해석에 의한 절삭 조건의 설정
기존의 절삭 조건은 피삭재의 경도로부터 선정된 코팅 공구 재종의 일반적인 주속과 1날 이송량에 기초해 회전수와 이송 속도를 산출, 실제로 가공 테스트를 해서 설정해 왔다. 이 사고를 개선해 파손 요인에서 자려 진동이 일어나기 어려운 안정 회전수를 해석, 기존의 1날 이송량에서 이송 속도의 설정을 했다.
5. 실험 결과
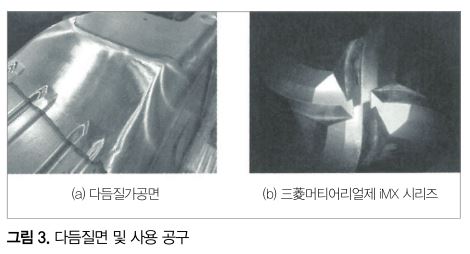
진동해석 결과로부터 고속 가공이 가능한 절삭 조건을 찾아낼 수 있었으므로 목표인 손다듬질 불필요를 실현할 수 있는 가공 피치의 조건을 채용, 실제 금형에 의한 테스트 가공을 했다(S 8,160회전, F 6,000mm/min 이송, 피치 0.5mm, 절삭값 0.3mm). 자려 진동의 유무에 대해서는 해석 결과대로 청각으로는 판단할 수 없는 레벨이 되고, 날끝의 결손도 육안으로는 확인할 수 없는 양호한 결과가 됐다(그림 3).
당초 걱정됐던 고주속역의 사용에 의한 날끝 마모도 기존의 조건으로 사용했을 때보다 적다는 결과가 나왔다. 이것은 기존 조건에서는 자려 진동에 의한 작은 결손에서 마모로 발전했다고 생각되며, 새로운 조건에서는 자려 진동의 억제에 의해 결손이 발생하지 않고 코팅 본래의 성능을 살릴 수 있기 때문이라고 생각된다.
워크 표면에 대해서도 손다듬질 불필요 가공 피치와 자려 진동이 없는 가공에 의해 깨끗하게 다듬질되고 있으며, 연마 공정의 작업자로부터도 수정 부위가 적어졌다고 매우 호평을 받았다. 가공 시간에 대해서도 새로운 금형 제작보다도 빠른 시간으로 절삭할 수 있고, 당초 목표를 모두 달성할 수 있었다.
6. 맺음말
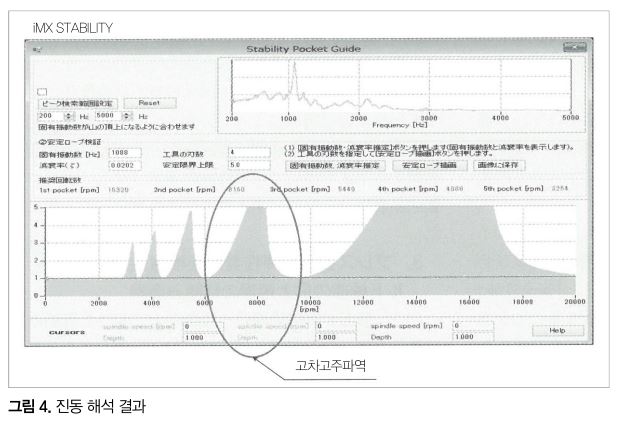
이번 대응에 의해 수정가공의 파손 요인이 명확해졌다. 또한 진동해석 결과로부터 고회전이 되는데, 고차고주파의 회전수(그림 4)를 적용함으로써 고속으로 안정된 가공을 실현할 수 있었다.
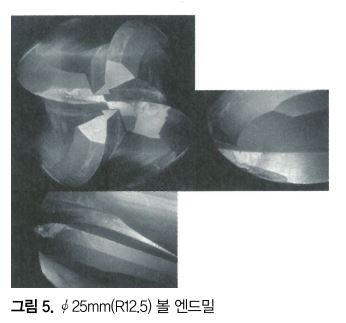
그러나 고부하가 되는 거친가공에 대해서는 공구 섕크의 강성이 부족해 절삭 이송 분력에 대해 밀리 단위로 휘게 된 결과, 강제 진동만으로 판단됐다(그림 5). 앞으로 거친가공에서도 섕크의 강성과 휨의 관계를 고려한 주파수 해석에 기초해 절삭 조건을 설정해 갈 것이다.
[감사]
이번 대응에 계측기기, 진동해석, 실험연구소 등을 협력해 주신 三菱머티어리얼(주) 및 精工산업(주)에 감사의 마음을 표합니다.


































