
[첨단 헬로티]
개발 파트너로서의 밀링 머신 제조업체
프로세스의 체계적인 표준화, 기계 사용과 관련한 가공 단계의 자동화는 품질과 비용 면에서 이익이 된다. 표준화와 자동화를 위해 선행돼야 할 것은 하드웨어와 소프트웨어의 개별적인 개조다. 이에 사용자는 공급업체 선택 시 필요한 개발과 관련해 유연성과 효율성을 고려하는 편이 좋다.
Hella Werkzeug Technologiezentrum GmbH(Hella Tool Technology Center)의 생산 책임자인 칼 하인츠 우흘(Karl-Heinz Uhle) 총괄은 "Hella는 자동차 조명 기술의 세계적인 공급업체로서 차량 전자 제품도 제공하고 있다. 자동차 산업을 위한 조명 시스템은 사출 성형 공정에서 플라스틱으로 만들어지며, 때때로 많은 수의 대형 도구가 필요하다"고 말했다.

▲2개의 RXU 1200 DSH 밀링 센터, 1개의 RXP 950 DSH 시스템 및 790kg의 총 운반 능력을 갖춘 로봇 및 절삭 공구 및 팔레트를 위한 대형 매장을 갖춘 완전 자동화된 생산 셀의 현재 상태
이어 그는 "이러한 LED 조명 시스템을 위한 플라스틱 구성 요소는 생산된 빛이 고객과 입법자가 부과한 요구 사항을 준수하도록 최대 정밀도로 만들어야 한다"고 덧붙였다.
품질 기준에는 균질한 배광 및 100m를 초과하는 거리에서도 밝은 곳과 어두운 곳 사이의 한정된 경계가 포함된다. 결과적으로 해당 사출 성형 툴은 빔 가이드 요소와 관련해 정밀도 및 표면 품질 측면에서 엄격한 요구 사항을 충족해야 한다.
약 200여명의 직원을 보유한 Hella Tool Technology Center는 국제 운영 중인 자동차 공급 업체의 글로벌 생산 공장에 최대 36톤의 적절한 금형을 공급하고 있다. 새로운 금형 제작과 함께 활동의 또 다른 초점은 그룹 내에서 금형을 유지 및 보수하는 것이다.
금형은 마모된 부품을 대체할 새로운 구성 요소의 생산을 요구한다. 금형은 복합 부품 주입 능력 및 수많은 슬라이드와 같이 고도의 복잡성을 나타내며, 최대 7,000시간의 생산 시간을 필요로 한다. 이에 공구 제작자는 Hella의 자회사지만 주문에 따라 무료 시장에서 입찰을 하지 않아야 한다. 원칙적으로 수요의 일부는 외부에서 획득한다.
따라서 품질 및 기한과 함께 비용도 주요 관심사다. 2009년에는 프로세스 자동화의 이점이 어떻게 활용될 수 있는 지에 대한 의견이 제기됐다. 2011년에는 자동화된 무인 생산을 위한 초기 소형 셀이 가동된 바 있다.
전략적 파트너로서 공작 기계 제조업체
Röders Hella Tool 기술 센터의 프로젝트 담당자인 Carsten Berhorst는 "우리는 최적의 상태로 이러한 개념의 이점을 활용하기 위해 예정된 전체 사용 기간 동안 특별한 요구 사항에 적용할 수 있는 솔루션이 필요했다"고 설명했다.
자동화 적절한 계획 수립 단계는 지난 2009년에 시작됐으며, 다양한 학술 논문의 대상이 됐다. 프로젝트의 전제 조건에는 모든 공정에 대해 균일한 소프트웨어 표준을 사용하는 것도 포함됐다.
이들은 Hella Tool Technology Center에서 CAD 엔지니어링 설계를 위한 Catia와 CAM 프로그래밍을 위한 Tebis다. 모듈형 확장성을 갖춘 제로 포인트 클램핑 시스템이 추가로 필요하며, 소형부품에서 반 톤의 몰딩 플레이트에 이르기까지 광범위한 공작물을 표준화된 액세서리와 동일한 스킴을 사용해 클램프할 수 있다.
최초의 아이디어는 셀에 공작물과 공구를 공급하기 위해 다른 제조업체의 두 밀링 센터와 세 번째 제조업체의 로봇을 결합하는 것이었다. 그러나 신중하게 고려한 후에 한 명의 파트너를 주 계약자로 대신 결정하기로 했다. 따라서 주 계약자는 시스템의 모든 구성 요소의 전반적인 감독을 보장해야 했다.
셀의 주된 초점은 강화된 상태에서 다이 섹션을 마무리하는 것이었지만, 경우에 따라 경화 전에 부드러운 상태에서 거친 가공을 제공했다. 통상적인 재료는 약 50HRC의 경도 값 또는 1.2738과 같은 예비 경화된 철강을 나타내는 1.2343과 같은 열간 성형강이다.
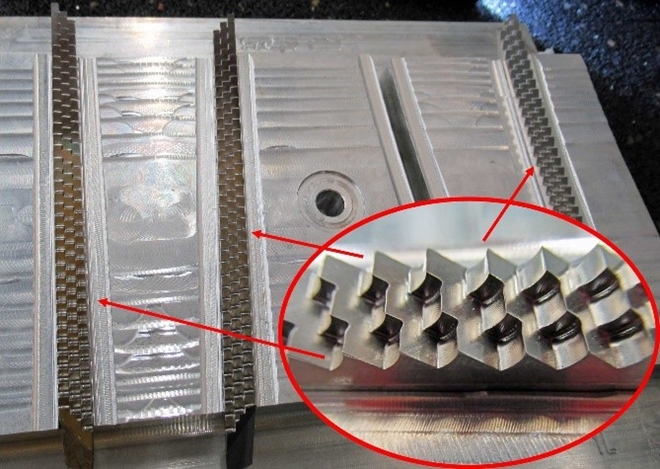
▲공장에서 가동되는 기계는 밀링 커터를 사용해 0.4mm의 직경까지 미세한 세부 사항을 가공할 수 있을 정도로 정밀하다.
기존 구성
Karl-Heinz Uhle은 "2015년도 부활절 즈음에 처음으로 공급된 셀은 궁극적으로 동일한 공급 업체로부터 495kg의 순 운반 용량을 가진 로봇으로 자동화된 Röders가 공급한 RXU 1200 DSH 5 축 밀링 센터 두 개로 구성됐다"고 회상했다.
결정은 러프 밀링 및 드릴링의 효율성뿐 아니라 가공 정밀도에 대한 요구 사항을 최적으로 충족하므로 이 유형의 시스템을 선호했다. 또한, 이 기계는 고도로 동적이고 정밀한 리니어 드라이브는 물론 네 개의 가이드 레일이 있는 견고한 Z축을 갖췄다.
이 기계는 1,000 x 1,050 x 600 mm의 작업 공간과 1,500 kg의 회전 및 선회 테이블에 대한 적재 용량으로 모든 관련 공작물을 가공할 수 있다. 직경이 최대 35mm인 커터 헤드를 사용해 경화된 공구강으로 된 대형 공작물을 가공할 수 있을 만큼 강력하다.
이 과정에서 칩 두께가 0.2mm에 도달할 때까지 3mm의 소재가 가공되는 경우가 있다. 지름 12mm 이하 및 깊이 250mm 이하의 구멍도 동일한 공작물에 가공된다. 이 러프 어플리케이션의 경우 HSK A63 인터페이스를 사용해 강력한 스핀들이 장착돼 최대 회전 속도 24,000rpm을 달성한다.
견고함과는 무관하게 이 플랜트는 매우 정밀한 편이며, 직경 0.4mm까지의 밀링 커터를 사용해 0.25mm 반경과 같은 미세한 세부 사항을 가공할 수 있다. 필요한 경우 고광택 마무리 공정을 완료하는 것은 수동 또는 별도의 공장에서 연마 작업으로 수행된다. 회사는 높은 정확도로 인해 추가 공정 단계의 지출을 크게 줄일 수 있었다.
운영 경험
Carsten Berhorst는 "우리는 훈련 방법과 시뮬레이션 소프트웨어의 도움으로 납품 전에 철저히 대비할 수 있었다"고 말했다. Röders는 자사의 기계에 별도의 제어 장치를 개발해 개별 고객의 요구 사항에 매우 유연한 접근 방식을 취할 수 있다는 점이 유리하다고 확신했다.
예를 들어 이전에 다른 기계에 대해 작성된 NC 프로그램과 함께 작은 텅스텐 카바이드 공구를 사용해 경로 안내에서 상당히 부드럽고 느린 공구를 사용할 때 이것이 얼마나 중요한지 경험할 수 있었다.
새로운 Röders 시스템은 매우 견고한 기계 프레임을 보유하고 있어 32KHz 제어 주파수 덕분에 공구 경로를 극도의 정밀도로 제어할 뿐 아니라 리니어 모터 덕분에 탁월한 동력을 얻을 수 있다. 워크 피스와 접촉하는 연장된 아크를 지닌 작은 공구가 이전 연습에서 관례를 가졌던 것보다 상당히 높은 힘으로 공작물 플랭크에 밀려 나기에 부서지기 쉽다.
사용자는 이러한 기존 NC 프로그램을 적용한 후 가공 작업이 훨씬 빨라졌음을 확인했다. Röders의 지원 전문가와의 긴밀한 접촉 또한 도움이 됐다. 부품 생산은 출하 후 4주 만에 시작할 수 있었고, 이후 램프 업 프로세스도 문제없이 진행됐다.
Hella Tool Technology Center의 요구사항에 따라 사후 프로세서를 최적으로 튜닝할 수 있게 해주는 Röders가 제공한 포스트 프로세서 핸드북은 매우 유용했다. RMS6 기계 제어 장치 및 RMSMain 작업 관리자(Röders)의 익숙함은 신속하고 원활하게 이뤄졌다.

▲확장된 이래로 셀은 총 543개의 내부 및 외부 공구 위치와 21개의 팔레트 공간을 가지고 있다.
공장 확장
Karl-Heinz Uhle은 "선택한 솔루션은 지난 2018년 여름에 최초로 확장될 때까지 효과적이었다"고 말했다. 이를 위해 로봇을 길이 5,500mm의 레일에 놓고 RXP 950 DSH 유형의 소형 Röders 시스템을 추가해 셀을 확장했다.
이 장치는 600 x 905 x 500 mm로서 작업 공간이 작지만 다른 기계와 동일한 스핀들을 갖추고 있어 모든 밀링 공구를 셀 내에서 자유롭게 교환할 수 있다. 다른 기계에 있는 것과 동일한 클램핑 시스템이 물론 일관성을 유지하기 위해 선택됐다. 작업 관리자는 한 두 가지 컴퓨터 유형에 대한 할당을 지우고 이를 자동으로 올바른 컴퓨터에 할당하는 데 사용된다.
총 셀 수는 이전 198개 대신 543개(외부 + 내부) 공구 위치를 가지며, 공작물의 팔레트 공간 수는 11개에서 21개로 증가했다. 향후 네 번째 Röders 유닛 추가에 대한 논의가 현재 진행 중이다. 모든 공작물은 앞서 언급한 모듈식 팔레트 시스템에 작업 스케쥴링에 의한 제로점 클램핑 시스템으로 설치돼 기계나 작업자 없이 기계의 로딩 및 언로딩을 수행할 수 있다.
윈-윈 결과와의 파트너십
Carsten Berhorst는 "개발 과정에서 Röders를 공급업체로 선택함으로써 올바른 결정을 내린 것으로 나타났다"고 말했다. 그는 예상대로 셀의 구현 및 기존 하드웨어 및 소프트웨어의 변경에 대한 적응이 필요했다. Carsten Berhorst는 프로젝트 기획, 설치 및 생산 시동 과정에서 Röders가 유능하고 효율적인 파트너임을 확인했다.
이 셀은 두 명의 직원이 2교대 시스템에서 감독하고 야간과 주말에 무인 운전을 계속한다. 세 개의 공장은 각각 약 6,000시간의 평균 전체 가동 시간을 달성 중이다. 일부 기계는 경우에 따라 주어진 월에 700밀링 시간을 달성하기도 한다. Karl-Heinz Uhle은 "우리의 기대치는 충족됐고 심지어 비용 효율성면에서도 뛰어나다"고 언급했다.
Röders RXU 1200 DSH
Röders RXU 1200 DSH 밀링 센터는 공구 및 금형 제작 시 높은 수준의 변형을 방지하기 위해 특별히 개발됐다. 한 가지 중요한 기능은 엄격하게 설계된 Z축의 네 모서리에 네 개의 선형 가이드 레일이 있는 Z축의 Quadroguide 설계다. 따라서 높은 동력 및 정밀도를 유지하면서 높은 황삭 능력을 얻을 수 있다. 또한, 최대 토크(S1)가 100Nm인 스핀들을 장비에 장착할 수 있다.
모든 축에는 강력하고 마모가 없는 선형 다이렉트 드라이브 또는 토크 드라이브는 물론 고정밀 광 경로 측정 시스템이 있다. C축은 높은 안정성과 가공 정확성을 보장하기 위해 양쪽 베어링으로 지지되며 카운터 베어링은 최대 20t의 중량을 견딜 수 있다.
X축에 직각 인 C축의 회전 방향은 동작 방향의 동적 분리를 보장합니다. Röders 제어 장치의 특수한 5축 기하 보정은 모든 위치 및 동시 가공 작업에 대한 최대 정확도를 보장한다. Röders Racecut을 사용하면 축에 대한 32kHz 제어 시스템을 통해 매우 우수한 표면 품질을 유지하면서 높은 동적 수준을 달성할 수 있다.
모든 필수 구성 요소를 실행하는 것은 ± 0.1 K의 온도로 안정화된 매질이 순환하는 냉각 채널이다. 한편, 작업 공간의 크기는 1,000 x 1,050 x 600 mm며, 공작물의 최대 중량은 1,500 kg이다. 직경 895mm, 스윙 원 직경 1,200mm의 테이블 회전 범위는 ± 115°다. 다른 팔레트 시스템용 척을 테이블에 통합할 수 있다. 이 시스템에는 다양한 스핀들 및 테이블 형상이 장착 될 수 있다.


































