
프레스 금형에는 여러 가지 공법이 있는데, 그 중에 프로그레시브 공법이 있다. 일반적이고 보편적인 프로그레시브 금형은 우리나라 기술이 세계적으로 인정받고 있으며, 수출도 많이 하고 있다.
그러나 형상을 가진 프로그레시브 금형은 구조, 이송, 취출에 있어 일반적인 방법이 아니다. 일부 회사에서 형상 프로그레시브 금형을 제작하고는 있지만, 아직 공개된 기술은 없다.
이 글에서는 이처럼 공개되지 않은 형상 제품의 프로그레시브 금형을 다루고자 하며, 특히 동사에서 필자가 직접 설계하여 현장에서 성공적으로 생산한 기술에 대해 소개한다.
지난 회에서 말했듯이 프로그레시브 금형에서는 상향으로 성형하게 되면 구조면에서 복잡해지므로 가급적이면 상향 포밍을 피하는 것이 좋다.
이번에는 상향 성형을 피하는 대표적인 몇 가지 방법에 대해서 소개한다. 이들 방법을 알아두면 자동차 성형품뿐만 아니라 일반적인 유사한 제품들에도 적용할 수 있어 유용하다.
그림 1은 소재 폭 441mm, 피치 160mm, 소재 두께 SPCC 1.2T의 프로그레시브 다이의 레이아웃도이다.
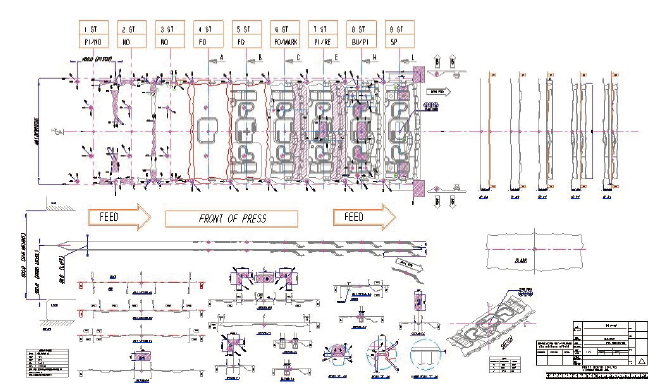
그림 1. 레이아웃도
이 도면은 수년전 일본 가와사끼중공업으로부터 의뢰를 받아 동사에서 납품한 도면이다. 금형 사이즈가 3m가 넘는 금형 도면이므로 그림을 최대한 확대해도 조그맣게 보여지는 부분은 양해해 주기 바란다. 그림 2는 제품 크기 397×149×27mm 사이즈의 자동차 형상 제품이다.
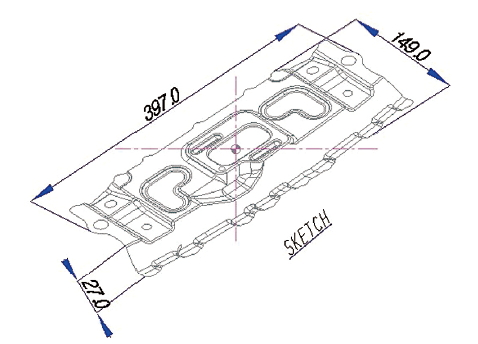
그림 2. 제품 스케치
레이아웃도의 단면 A-A를 보면, 스트립 다이면보다 제품의 형상 깊이 3.7mm 만큼 아래로 내려가 있다는 것을 알 수 있다.
3.7mm가 제품 크기에 비하면 무의미한 수치인 것 같지만, 금형 트러블 관점에서 보면 3.7mm나 10mm나 다를 바는 없는 것이다.
그림 3과 같이 1차 포밍에서 다이 스트립면과 제품 평행면을 기준으로 스트립을 달게 되면 상향 성형을 피할 수 없다.
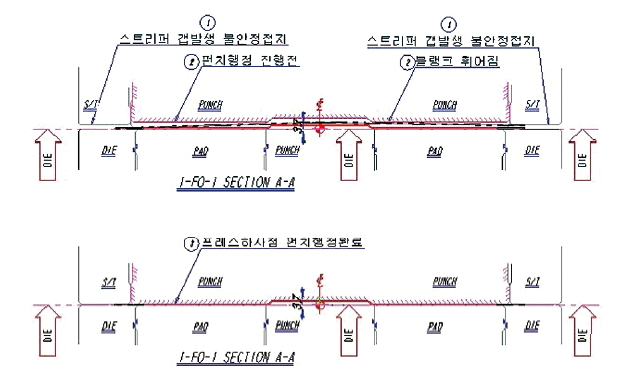
그림 3. 형상 돌출 시의 문제점 상세도
상향 성형을 하게 되면 스트립 언밸런스가 발생하는 동시에, 스트리퍼 또한 언밸런스가 발생한다. 이것을 해소하기 위해서는 ‘A’부 스트리퍼 상측에 포밍력보다 2배 이상의 가압력으로 선행 제압하지 않으면, 스트립 및 스트리퍼 언밸런스로 인해 금형 수명 및 제품 이송의 안정성이 현저하게 떨어진다.
또한 이러한 부분들은 프레스 생산 작업 시에는 순식간에 일어나는 일이기 때문에 엔지니어나 설계자의 눈으로 감지하기 어렵고 촌동으로 천천히 내려보면, 스트립과 제품이 휘어지는 것이 확실하게 보이며 스트리퍼 또한 동시에 다이면에 접지하지 못하고 한쪽으로 쳐들림이 발생하는 것을 알 수 있다.
유튜브 프로그레시브 다이 동영상을 보면, 이런 문제점을 가지고 있는 금형들이 무수히 많다. 또한 자동차 성형 제품을 생산하는 공장이라면 프로그레시브 다이 프레스 생산라인에서도 흔히 볼 수 있으며, 금형 트러블이 바로 나타나지는 않지만 엄밀히 말하면 상측 선행 가압력이 포밍력의 2배가 넘지 않는 이상 설계 불량이다.
형상 금형에 있어 상측에 선행 포밍력의 2배로 가압하려면, 가스스프링 및 유공압으로 제압하게 되는데 금형 제작 비용면에서 불리하다.
그림 4에 나타낸 바와 같이 성형부가 다이면보다 높은 부분이 없으면 성형 진행 과정이 모두 안정적이다.
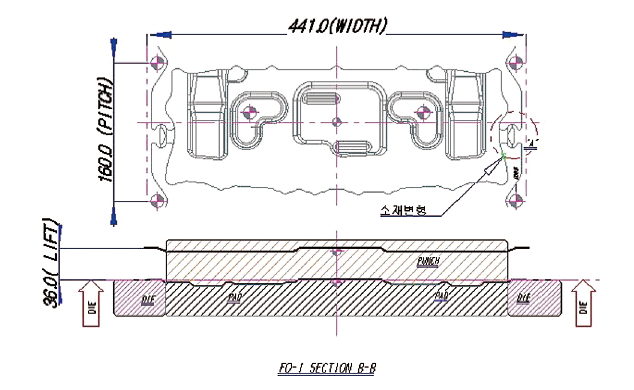
그림 4. 형상 다운 성형 구조
동 제품은 높이가 3.7mm로 비교적 낮은 편에 속하지만, 어느 정도 높은 면까지도 성형 가능하다.
스트립이 다이면보다 높은 부위를 성형 완료하면, 제품의 다른 부분은 다이면 아래로 있어서 스트립 언밸런스 없이 작업을 진행할 수 있다.
다음은 스트립 언밸런스에 대한 설명이 있었으므로 참고 도면 몇 가지를 소개하고자 한다. 그림 5는 소재 폭 556mm, 피치 173mm, 소재 두께 SGARC340 1.6T의 프로그레시브 다이의 레이아웃도이다.
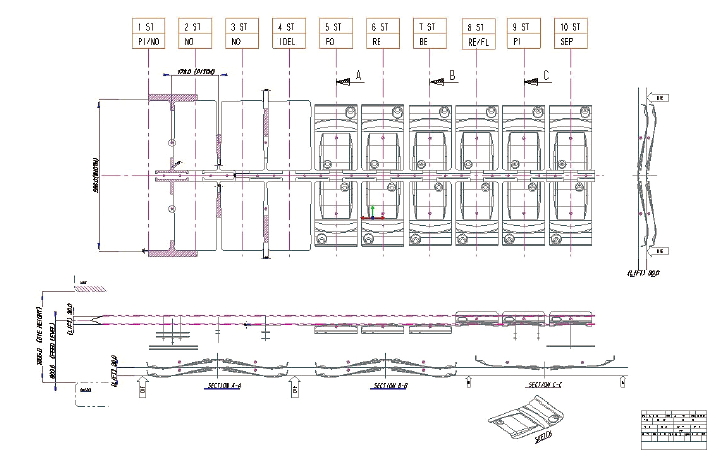
그림 5. 형상 다운 성형 레이아웃도
상향 성형을 피하는 다른 방법 중 하나이다. 1차 성형은 형상 부위가 다이 아래로 향하도록 성형한다. 공정 진행 과정을 잘 이해하고 유사한 제품들에도 응용한다면, 형상 제품 프로그레시브 다이 금형설계자들에게 도움이 될 것이다.
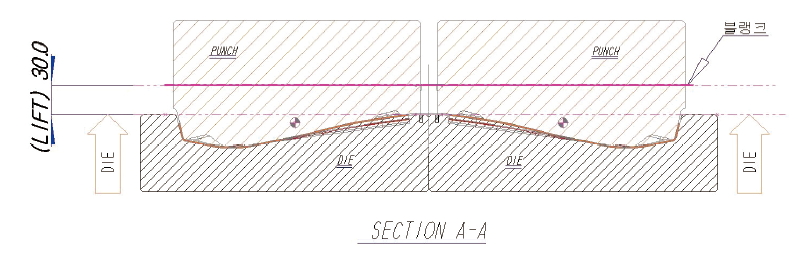
그림 6. 1차 포밍 구조
2차 성형은 리스트라이크 후 피어싱 작업을 하기 위한 회전 벤딩을 한다(그림 7).
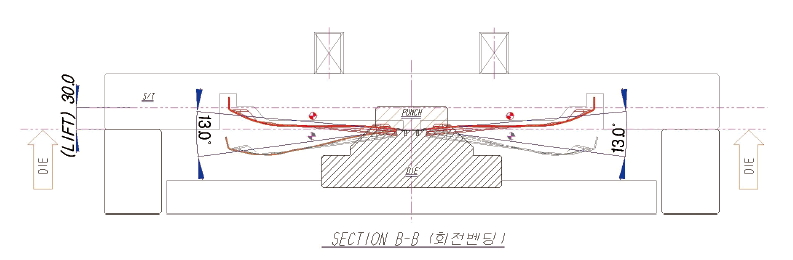
그림 7. 회전 벤딩 구조
그리고 회전 벤딩 후 피어싱을 한다(그림 8).
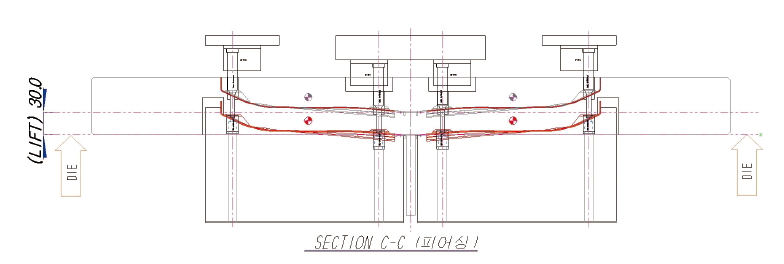
그림 8. 피어싱 구조
그림 9는 또 다른 예이다. 제품 기능적으로 피어싱 버 방향이 규제받을 수 있다.
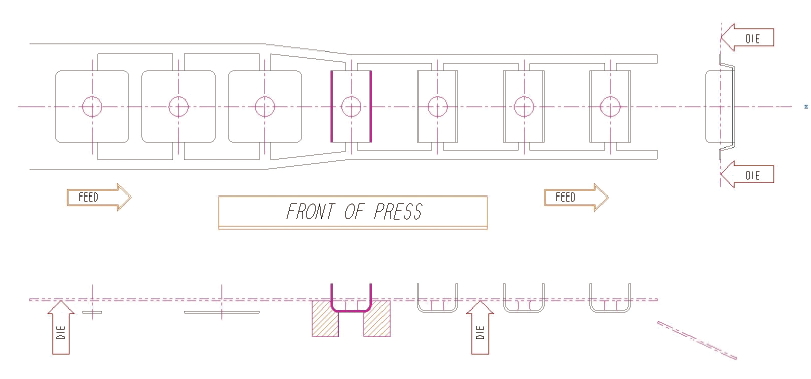
그림 9. 참고 레이아웃도
벤딩 부위 다이 인서트가 다이면 위로 돌출하지 않도록 하며, 다이면 아래로 벤딩하는 방법이다. 장공랜스 공법으로 스트립은 고정하고, 랜스 부위만 변형할 수도 있다.
장공랜스를 사용한다면 비교적 높은 드로잉 제품에도 적용할 수 있다. 또한 랜스 방법은 여러 가지가 있으므로 다른 문헌을 참고하거나, 각자 알고 있는 방법을 적용하면 된다.
다음 회에는 자동차 성형 프로그레시브 다이 상향 성형 방법에 대하여 필자가 동사에서 직접 적용한 몇 가지 방법을 소개하고자 한다.
신종혁 _ 예진금형설계시스템 대표


































