
[사출금형 성형 기술 실무 1] 러너 전산모사
[사출금형 성형 기술 실무 2] 유동저항과 러너 크기
이번 연재는 컴퓨터 해석을 기반으로 하는 사출금형 설계의 핵심 기술인 유동시스템 설계를 중심으로 사례를 들어 설명하고, 요소 기술의 특성들을 분석하여 설계자들에게 관련 기술 정보를 제공하고자 한다. 사출성형 기술은 유체 성질에 관한 이론적 배경을 근거로 사출성형의 다양한 파라미터의 특성을 분석하여 성형기술자에게 유익한 정보를 제공할 것이다.
글 : 박균명 공학박사, 금형기술사
러너 전산모사
지난 호에서는 전산모사를 통해 실험한 결과를 요약, 각 러너의 크기에 따라 사출 시간, 수지 온도, 러너 압력에 어떤 영향을 미치고 있는지 관찰한 바 있다. 아울러, 메인 러너의 직경을 어떻게 선정할 것인가에 대하여 도식적으로 제시하고 근거를 수식화하여 제시했다.
이번에는 원래 경험이 풍부한 설계자가 러너 레이아웃을 설계하고 금형 설계가 완료되어 제작까지 완료된 데이터를 분석한다. 이미 지난 호에서 제시했던 1차, 2차, 3차 러너의 설계 방법에 따라 설계한 것과 최적화된 것은 아니지만 전산모사를 통해 제시된 결과를 경험적으로 판단하여 설계자에게 제시하고자 하는 결과값을 분석한다. 이러한 3가지 유형을 가지고 러너 설계의 중요성을 제시하고자 한다. 해석 조건은 다음의 Analysis Data와 유동해석 Process Condition을 기준으로 했다.
(1) Analysis Data
* Model : Rear cover
* Number of parts : 8ea
* Weight of parts : 88g
* Finite element : ca. 544,840 (3D mesh)
* Layers : 6
* Diameter of runner : ‘Design Condition 참조’
* Length of runner : ‘Design Condition 참조’
* Material : HIPS 405AF
(2) Process Condition
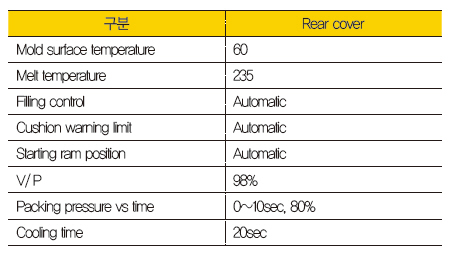
전산모사 실험에 필요한 경우의 수는 Design Condition을 근거로 실시했다. ‘설계A’의 의미는 경험이 풍부한 금형 설계자가 설계한 설계 데이터라는 의미이다. ‘설계B’ 는 설계자가 쉽게 결정할 수 있는 도식적 방법을 통해 러너의 크기를 결정하고 2차와 3차 러너의 크기는 수식에 따라 결정하여 제시한 것을 말한다.
‘설계C’ 는 지난 호에서 제시한 성형 결과값과 러너 치수를 근거로 성형품과 러너의 크기, 냉각라인 설계 등을 고려하여 결정한 러너 설계이다. 각 러너 설계에 따라 어떤 차이와 특성이 있는지 확인하고 설계자의 결정에 도움을 제시하고자 한다.
(3) 러너 레이아웃과 치수
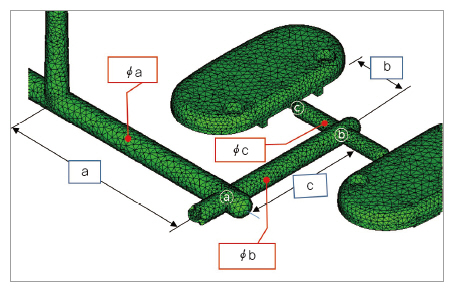
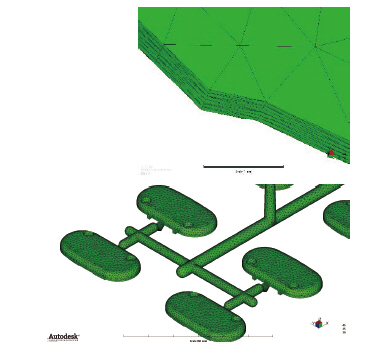
그림 1. 성형품 러너 레이아웃과 치수
(4) 해석 조건과 결과
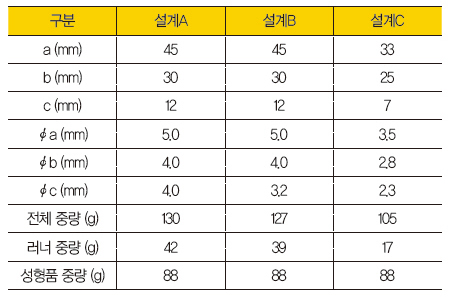
표 1. Design Condition
설계A는 사출 속도 1.347초이다. 수지의 속도는 러너 게이트부에서 1.34초에 약 Max 192.4cm/s 속도로 충진되고 있다. 약 7.2초에 이르면 천이 온도(87도)에 다 달으며 수지 흐름이 급격히 둔화되고 7.5초에는 더 이상 수지를 충진할 수 없도록 고화된 상태가 된다. 위의 수지 충진 온도값은 7.21초에서 러너의 수지 온도값이며, 사출 압력값은 3.48초에 작용하는 압력값이다. 7.21초에 충진이 가능했다 하더라도 사출 압력이 ‘0’이 되어 더 이상 충진이 안되기 때문에 사출 조건을 조정할 필요가 있다.
압력이 결과적으로 설계C에서는 사출 시간+보압 시간은 6초 이내로 성형 조건을 잡아야 정상적인 제품 성형을 할 수 있다는 판단을 할 수 있다. 따라서 이 시간 동안에 휨의 문제, 수축의 문제, 싱크마크의 문제 등을 해결하려는 고도의 분석 능력이 요구된다.
설계B는 사출 속도 1.139초이다. 수지의 속도는 러너 게이트부에서 1.13초에 약 Max 780.1cm/s 속도로 충진되고 있다. 약 6.1초에 이르면 천이 온도(87도)에 다 달으며 수지 흐름이 급격히 둔화되고 6.15초에는 더 이상 수지를 충진할 수 없도록 고화된 상태가 된다. 위의 수지 충진 온도값은 6.13초에서 러너의 수지 온도값이며, 사출 압력값은 4.28초에 작용하는 압력값이다. 6.13초에 충진이 가능했다 하더라도 사출 압력이 ‘0’이 되어 더 이상 충진이 안되기 때문에 사출 조건을 조정할 필요가 있다. 압력이 결과적으로 설계C에서는 사출 시간+보압 시간은 6초 이내로 성형 조건을 잡아야 정상적인 제품 성형을 할 수 있다는 판단을 할 수 있다. 따라서 이 시간 동안에 휨의 문제, 수축의 문제, 싱크마크의 문제 등을 해결하려는 고도의 분석 능력이 요구된다.
설계C는 사출 속도 1.139초이다. 수지의 속도는 러너 게이트부에서 1.1초에 약 Max 678.4cm/s 속도로 충진되고 있다. 약 5.0초에 이르면 천이 온도(87도)에 다 달으며 수지 흐름이 급격히 둔화되고 5.18초에는 더 이상 수지를 충진할 수 없도록 고화된 상태가 된다. 위의 수지 충진 온도와 사출 압력값은 5.18초에 러너의 수지 온도값이다.
결과적으로 설계C에서는 사출 시간+보압 시간은 5초 이내로 성형 조건을 잡아야 정상적인 제품 성형을 할 수 있다는 판단을 할 수 있다. 따라서 이 시간 동안에 휨의 문제, 수축의 문제, 싱크마크의 문제 등을 해결하려는 고도의 분석 능력이 요구된다.
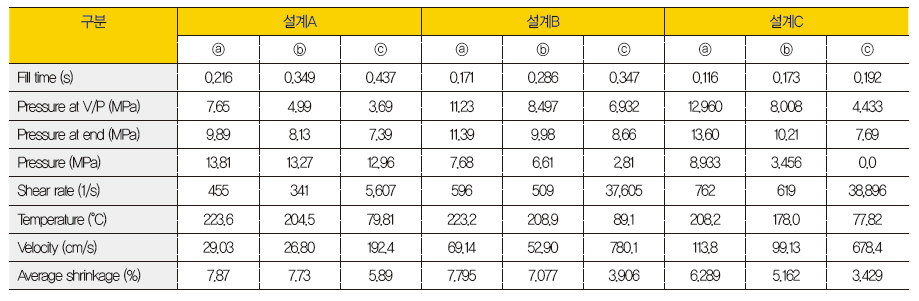
표 2. 해석 결과 (러너 중심)
(5) 각 부위별 해석 결과
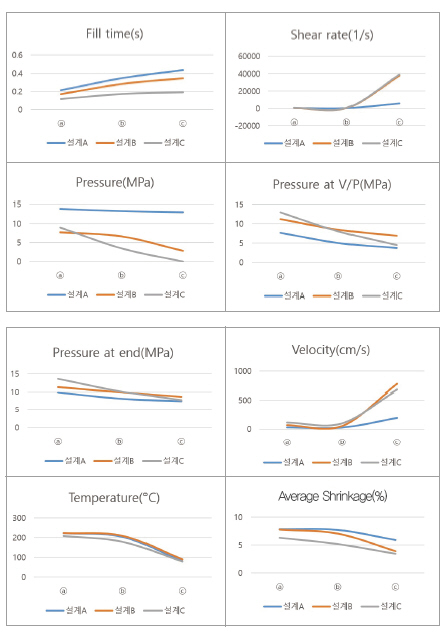
해석 상에서 판단 기준이 될 수 있는 주요한 내용을 중심으로 살펴보고자 한다. Fill Time은 ⓐ 위치에 도달하는 시간을 확인할 수 있다. ⓐ 위치는 2차 러너의 교차점이다. 러너의 크기가 큰 설계A는 ⓐ 위치에 도달하는 시간이 0.216s이지만, 러너 크기가 작은 설계C는 0.116s로 충분히 도달하고 있다. 2배 가까운 사출 속도로 ⓐ 위치에 도달하는 것으로 보아 결과적으로 게이트 부위의 Shear rate값을 확인할 필요가 있다.
유로가 작을수록 유체의 속도가 빠른 것은 비압축성 유체의 속성이다. 유체의 속성은 다음에 다루고자 한다. 사출 시간과 고려해서 확인할 사항은 Shear rate이다. Shear rate의 기준은 수지메이커에서 제공하고 있다. Shear rate은 주로 게이트에서 발생하고 있으나 상대적으로 취약한 성형품 구조에서도 나타날 수도 있다.
Shear rate은 ⓐ, ⓑ 위치일 경우 각 설계자별로 거의 영향이 없으나 ⓒ의 경우 급격한 상승이 일어나고 있다. 이것은 Velocity와 비례한 것으로 그림에서 확인할 수 있듯이 설계A 는 29.03cm/s에서 192.4cm/s으로 완만한 속도를 유지하지만, 설계B와 설계C에서 급격한 상승이 일어나고 있다. 이러한 속도는 ⓒ 위치에서 Shear rate의 급격한 증가로 나타난다.
다만, Shear rate 제한 범위 이내에 있기 때문에 결과적으로 설계C는 가장 효율적인 러너 설계값을 제공한 것으로 판단할 수 있다.
또한 주어진 사출 속도에 준하여 러너 중심부의 온도를 체크했으며, 러너 끝단에서의 성형 온도를 확인할 수 있다. ⓐ 위치는 설계A, B는 거의 차이가 없으나, 상대적으로 러너 크기가 작은 설계C는 온도가 떨어지고 있다.
이것은 사출 속도와 비례하므로 충진이 더 이상 되지 않은 천이 온도에 이르기 전에 캐비티 충전이 완료되는 것을 확인할 수 있다.
아래 그림 2는 설계C의 Velocity 상태를 나타낸 것으로 사출 시간 약 5.18s에는 수지 유동이 단절되고 게이트가 완전 고화된 상태를 보여 주고 있다. 5.18s 이후에는 보압을 걸어도 수지 유동이 일어나지 않기 때문에 사출 시간과 보압 시간을 확인하여 성형품의 수축, 휨, 싱크마크 등을 성형 조건을 최적화하여 잡아야 한다. 성형 조건 최적화는 다음 호에 다룰 것이다.
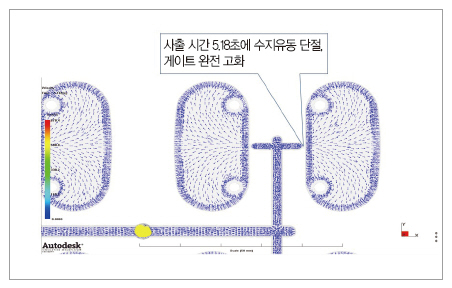
그림 2. 설계C의 Velocity 상태
열가소성 러너 시스템에서 최우선으로 고려해야 할 사항은 가장 작고 효율적인 러너를 설계함으로써 사출성형으로 인한 원자재의 절약과 에너지 효율을 극대화하는데 있다. 그와 동시에 작은 러너 사이즈는 유동저항과 기계의 사출 용량에 따라 제한된다.
대부분 성형기술자는 이 두 가지의 균형에 대한 중요성을 깨닫지 못하고 현장의 바쁜 일상에 쫓기며 개선의 기회를 놓치기 일수이다. 금형의 러너 시스템은 성형하는데 돈이 들지 않는 만큼 러너에 불필요한 재료가 들어가는 것을 최소화시켜야 한다.
러너 스크랩을 재생하더라도 무게와 사이즈를 최소화하는 것이 중요하다. 왜냐하면 재생 플라스틱 소재들은 반복적인 과정에서 수지의 고유 특성이 손상되고 성형품 품질이 저하되기 때문이다. 알맞게 설계된 러너는 비용 절감뿐만 아니라 성형품의 품질까지도 보증하게 된다.
예전부터 러너 설계에 대한 잘못된 지식들이 많았다. 일부는 아직도 성형공장에서 일반적으로 통용되고 있다. 대부분의 사출 성형기술자와 금형 개발자들은 많은 양의 러너와 용융된 수지가 급속히 캐비티로 충진되어야 한다고 생각했다.
또한 러너 시스템에서 캐비티까지 최소한의 압력 손실이 가장 좋다고 생각했다. 러너의 크기는 이러한 통상적인 관념들을 통해 설계됐고 성형에 적용됐다. 하지만 러너의 크기는 최소한의 러너 크기를 선택하는 것이 성형 재료를 다루는데 가장 중요한 역할을 하고 있다는 사실이 관과됐다.
표 1에서 세 가지 형태의 러너 설계자를 보았다. 여기서는 설계A와 설계C에 대한 두 개의 러너 시스템이 있다고 가정해 보자. 예를 들어 설계A의 러너 무게는 42g이고, 이에 대조적으로 설계B는 이보다 작은 17g의 러너로 설계되어 있다. 연간 생산횟수가 500,000회 생산할 수 있다고 가정할 때,
- 설계 A, 러너 중량=500,000×42=21,000kg
- 설계 C, 러너 중량=500,000×17=8,500kg
수지 가격은 2,000원/kg일 경우, 설계A는 42,000천원, 설계C는 17,000천원의 비용이 소요되며 설계C로 적용할 경우 연간 25,000천원을 절약할 수 있다. 이것은 순순한 재료비만 다룬 것으로, 전기료와 기타 추가 비용을 고려하면 상당한 비용을 절약할 수 있는 것이다.


































